



一.概述
在紙張印刷生產過程中,存在收放卷等有關卷取操作的工序,紙張張力在動態地變化。張力過小,紙張會松弛起皺,在橫向上也會走偏,引起卷筒邊緣參差不齊;張力過大,會導致紙張拉伸過度,在紙張的表面會出現隆起的筋條,嚴重的甚至會使紙張變形斷裂。為保證生產效率紙張的表面質量和卷筒邊緣的整齊程度,保持恒定的張力是十分必要的。本系統是通過控制走紙輥與收卷輥速度的方法來保證紙張上受到的張力恒定的,屬于速度的同步控制。
二.方案內容
1.系統構成
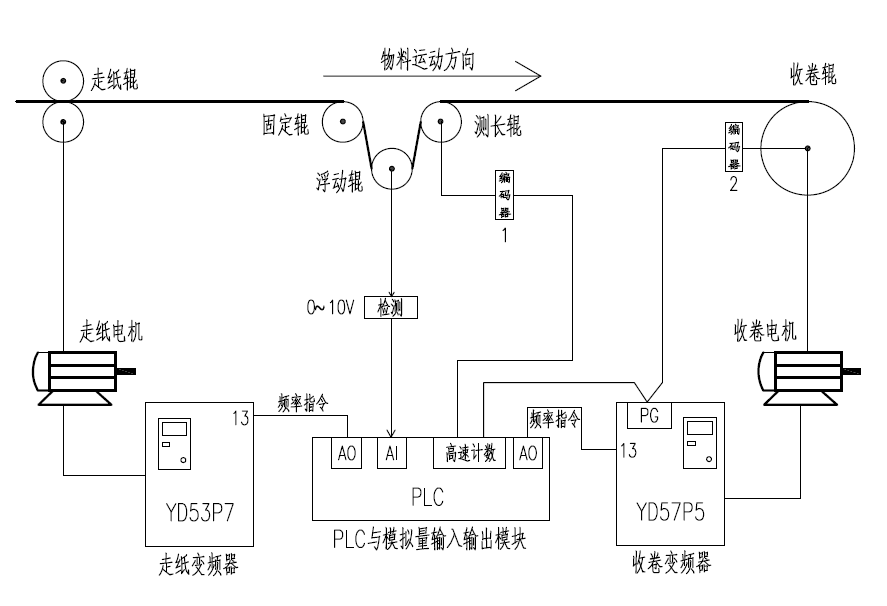
系統由一臺走紙變頻器(優利康YD33P7 T4 BN)一臺收卷變頻器(優利康YD37P5 T4 BN),一臺2.2kW走紙電動機,一臺3.7kW收卷電動機,一個浮動輥位置識別用電位器,兩個編碼器、一塊優利康PG-B卡,輸入輸出濾波器(可選),一臺艾莫生EC10 PLC與2路模擬量輸入模塊,2路模擬量輸出模塊構成。
主要機械部分有走紙輥,浮動輥,測長輥,浮動輥汽缸,收卷輥。
2.系統描述與框圖
系統通過控制走紙輥與收卷卷筒上的紙張線速度一致來保證紙張上受到的張力恒定,張力大小由浮動輥上汽缸的壓力決定(由于浮動輥擺動幅度不大,所以改變汽缸的壓力就能改變紙張所受的張力)。由于收卷運行過程中收卷卷筒的直徑是不斷變化的,要控制收卷線速度與走紙線速度一致,必須在收卷過程中將收卷卷筒的直徑實時地算出來。
用一臺優利康YD53P7控制走紙電機,控制紙張的運行速度,它工作于開環矢量控制模式,頻率指令由PLC的一個AO口給定,此信號由PLC開關量輸入口的升速/降速按鈕控制(按住升速鈕速度慢慢平穩上升,按住降速鈕速度慢慢平穩下降)。收卷電機速度由一臺優利康YD37P5 T4 BN變頻器控制,它工作于閉環矢量模式,頻率指令也由PLC的一個AO口給定,這個頻率指令與走紙變頻器的頻率指令、走紙輥與收卷輥的直徑比、機械傳動比、浮動輥電位器檢測出的位置量有關。兩個AO的指令是通過計算后同時給出的。收卷編碼器用于收卷輥單位時間內轉過的圈數檢測與收卷電機的矢量控制,測長編碼器用于檢測單位時間內走紙的長度。浮動輥檢測電位器輸出的模擬量送到PLC的AI口,用于檢測紙張受力大小的情況與浮動輥的位置,給收卷輥速度作出補償。
3.設備動作流程
- 按收卷啟動鈕,PLC控制變頻器用一個很低的速度啟動收卷電機,將浮動輥慢慢拉至中間位置,到位后利用優利康變頻器的零伺服功能鎖定住電機,使浮動輥保持在中間位置。在此過程中測長輥也隨紙張同步運動,結合收卷輥轉過的圈數可自動求得收卷卷筒直徑
- 按走紙啟動鈕,接著按住升速鈕,紙張開始運動,達到需要的車速后松開升速鈕
- 運行過程中可以用升速/降速鈕隨意改變車速
- 收卷臨近完成時將速度降為0,并按總停鈕停止
4.頻率指令的計算
1.卷徑的計算公式:
D=L/(派×N)
式中D為收卷卷筒直徑, L為單位時間內走紙的長度, N為單位時間內收卷輥轉過的圈數。
L=nc
式中n為單位時間內測長輥轉過的圈數,由測長輥編碼器獲得,c為測長輥的周長。
2. 頻率指令的計算:
系統控制的是收卷卷筒線速度與走紙線速度相等,故V1=V2。走紙輥速度與收卷輥速度的關系就是走紙輥與收卷卷筒直徑的關系。
所以:
F1=f×(d/D) ×i
式中F1為收卷輥電機基本速度, f為走紙輥電機速度,由升速/降速按鈕決定,D為收卷卷筒直徑,d為走紙輥直徑,i為減速比。
由于還有著其他影響控制精度的因素存在,比如機械損耗、紙張的柔韌性、加減速時負載的慣性變化、電機等執行機構的特性等,所以引入了浮動輥的檢測, 當紙張受力發生變化時,浮動輥相應擺動,變化量由電位器檢測得到,并對收卷電機基本速度作出修正, 修正量F2為:
F2=浮動輥的偏差量×F1×X
浮動輥的偏差量為浮動輥中間位置與實際位置量的差,X為系數,此系數的最佳值需要在調試中尋找。
為了防止系統在調整時產生過沖現象, 修正量F2應被限制在F1的5%~15%之內
最終收卷輥的給定頻率F為:
F= F1±F2
5.PLC控制
- PLC的I/O:
X0為測長輥脈沖輸入,X1為收卷輥脈沖輸入,X2為收卷啟動,X3為走紙啟動,X4為總停,X5為升速,X6為降速
Y3為走紙輥啟動,Y4為收卷輥啟動,Y5為收卷輥電機的零伺服信號
2AD模塊的CH1為浮動輥檢測輸入
2DA的CH1為走紙輥頻率,CH2為收卷輥頻率
- 程序流程:
1.初始化;上電后自動寫入運算需要輥的直徑、周長、派機械減速比、編碼器線數、浮動輥中間位置值等常量信息
2.浮輥拉起保持;
3.加減速;通過兩個按鈕使車速平穩升降
4.編碼器脈沖采集;利用高速計數指令采集各輥單位時間內轉過的圈數
5.實時卷徑計算
6.給收輥頻率的計算;算出收卷輥基本頻率與浮動輥反饋補償量后疊加
7.輸出模擬量頻率指令
6、變頻器參數
1.收卷變頻器YD57P5:
A1-01=4
A1-02=有PG矢量控制
B9-01=10;零伺服增益,按需要調整
C1-01=0;加減速時間由PLC控制,為了使兩電機的響應相同,所以設置為0
C1-02=0
C2-01=0
C2-02=0
C2-03=0
C2-04=0
C6-01=2
E1-01=380
E1-04=80;收卷卷筒在空卷時直徑小,為了能與送紙速度同步,所以增大設定,與減速比和系統最大速度有關
E1-05=380
E1-06=50
E1-13=380
E2-01=8.8
E2-02=1.63
E2-03=3.56
E2-05=2.416
E2-07=0.36
E2-08=0.61
F1-01=612;碼器線數,由于編碼器安裝于收卷卷筒上,所以要乘以減速比
F1-05=1
H1-01=72;多功能端子零伺服功能碼
L3-04=0;為了防止浮動輥跳動,運轉中不允許失速保護動作
2.變頻器YD57P5:
A1-01=4
A1-02=無PG矢量控制
C1-01=0;加減速時間由PLC控制,為了使兩電機的響應相同,所以設置為0
C1-02=0
C2-01=0
C2-02=0
C2-03=0
C2-04=0
C6-01=2
E1-01=380
E1-04=50
E1-05=380
E1-06=50
E1-08=25.1
E1-10=4.6
E2-01=5
E2-02=1.51
E2-03=2.25
E2-05=6.902
E2-07=0.36
E2-08=0.62
L3-04=0;為了防止浮動輥跳動,運轉中不允許失速保護動作
7.調試
1.對電機進行自學習
2.讓電機轉一下,觀察讀入的脈沖數是否正確
3.啟動后慢慢拉起浮動輥的頻率,調整零伺服的位置值和鎖定力B9-01
4.PLC內升降速的曲線,過陡容易造成OC與OV,負載慣量大且升降速曲線陡的話可以加裝制動電阻
5.調整浮動輥電位器角度,使浮動輥在中間位置時輸出為5V
6.讓系統運轉,觀察加減速與勻速運行時浮動輥的波動情況,此時可以調整公式中的X與補償量上下限值
7.觀察整個收卷啟停過程,調整各參數使系統性能最佳
三、總結
收卷輥直徑變化可以達到8倍,工作時車速在180m/min范圍內可調,在收卷過程中啟動加速與停止減速過程中浮動輥擺動幅度不超過±5cm,調速與勻速運行過程中浮動輥擺動幅度不超過±1cm。
原系統采用磁粉離合器控制,主要缺點為車速不能高,運行時易造成磁粉高速磨擦產生高溫而縮短其壽命(生產效率受影響,易損,需常維護),能耗大等。
至此,可以很明顯的看出,現有設備仍然保持了不亞于其原系統控制特性(高精度的張力控制要求),而且比原有的控制系統效率更高,使得系統有著明顯的生產自動化特性。